加工中心电脑系统设置-加工中心怎么调用电脑中的程序
1.发那科oi-mf加工中心换刀点设置
2.fanuc加工中心怎样锁住程序不能被其他人修改,一般性操作不被锁住,是否在参数或钥匙的电路里设置?
3.台群850设置
4.加工中心法兰克系统导轨给油参数怎么设置
发那科oi-mf加工中心换刀点设置
可在系统中进行设置。在系统界面进入编辑模式,在参数设置界面依据机床所设坐标系的不同进行参数设定,在4(TOOLCHANGE)菜单选中具体需要设定的刀具,输入对应坐标值保存,设定完成退出编辑。
fanuc加工中心怎样锁住程序不能被其他人修改,一般性操作不被锁住,是否在参数或钥匙的电路里设置?
具体设置方法如下:
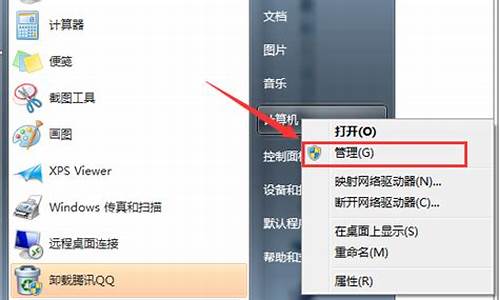
1、将机床模式设置为“编辑”状态,如下图所示,非编辑状态下目录不可修改。
2.按下机床操作面板上的“PROG”功能键进入程序目录,然后通过操作上下键和输入键进入您要设置的目录。系统默认前台目录为“CNC_MEM/用户/路径1”。
3.按下下面的“操作”选项,进入操作功能选项。在选项中,此时找到“向前更改”按钮。我这里用的设备是没有这个功能的31i操作首页,如下图所示。
4.打开参数界面,在里面找到3202号参数。此参数专门用于设置程序只读模式的参数。里面有NE9NE8,这两个位置如下。
5.当按下“向前更改”按钮时,界面总是提示“前台目录设置失败”,这意味着没有切换设备状态。可以通过在界面底部找到“编辑”功能键来锁定它。
台群850设置
主要参数设置如下:850电脑锣机型一:台群T-8L两线一硬加工中心,产品主要参数如下:
主轴功率:11kw
主轴转速:50-8000(rpm)
三轴行程(X*Y*Z):800*500*500
定位精度:0.008mm
机器重量:4500kg
T-8L操作系统:三菱系统或发那科系统选其一
外形尺寸(长*宽*高):2660×2370×2740 mm
加工中心法兰克系统导轨给油参数怎么设置
无撞块回零点的设定步骤:分别把X轴,Y轴,Z轴放大器上的电池安上,把参数1815#4设为零。在手摇方式下分别把X轴,Y轴,Z轴摇到要设定为零点的地方,再把参数1815#4设为1.把机床下电,再重新上电。在手摇方式下分别把X轴和Z轴摇回100多MM,再把方式选择放到回零方式,分别进行手动回零操作。(手动回零操作完后,X和Z轴的回零灯会亮。表示零点位置设定完毕。然后设定软限位的值:参数1320号和参数1321号。在加工前需要重新进行对刀。)
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。